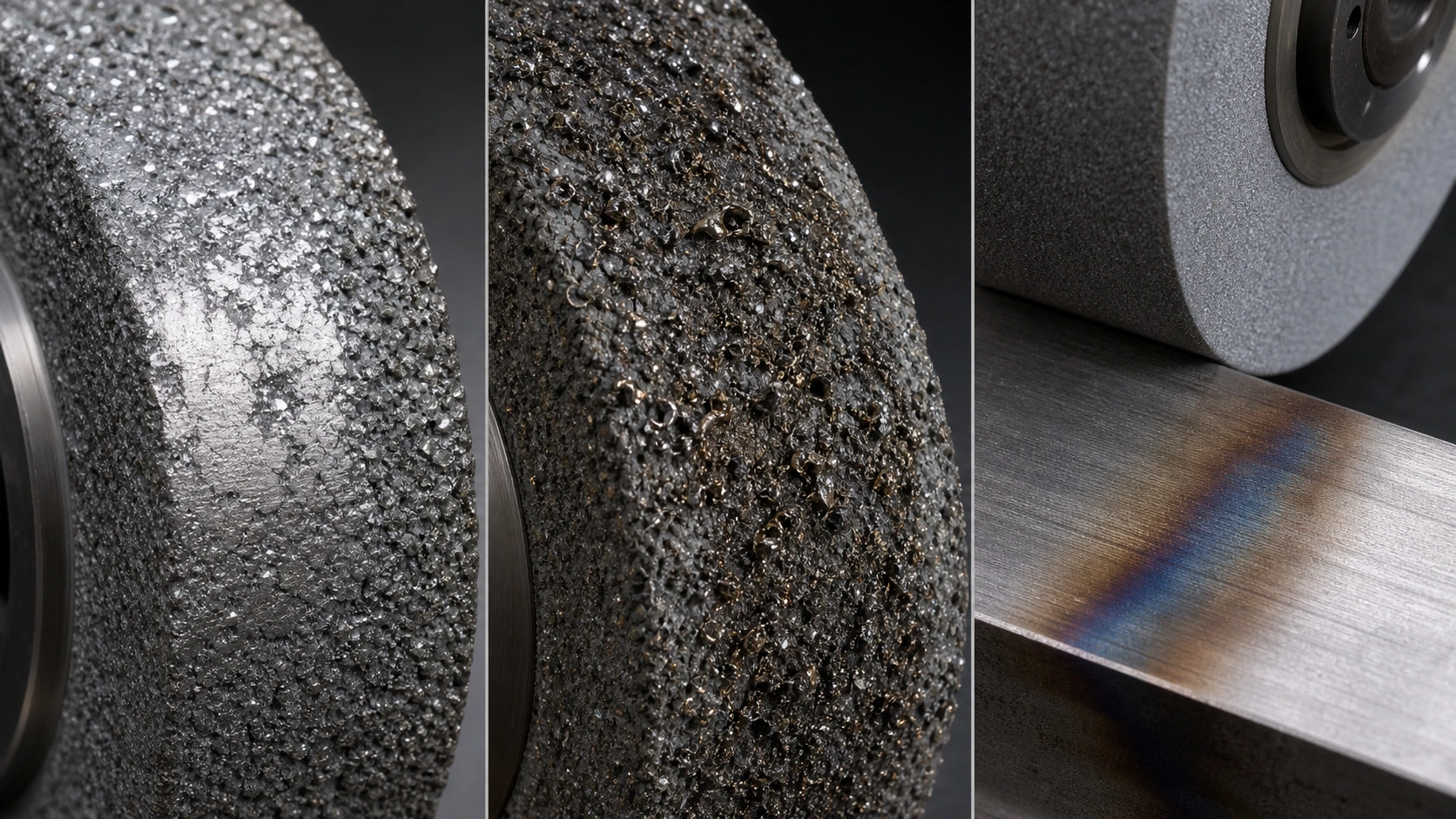
The wheel rubs more than it cuts
As cutting edges become rounded, penetration becomes less effective. The contact zone may require more force and generate more frictional heat even when the programmed cycle has not changed.
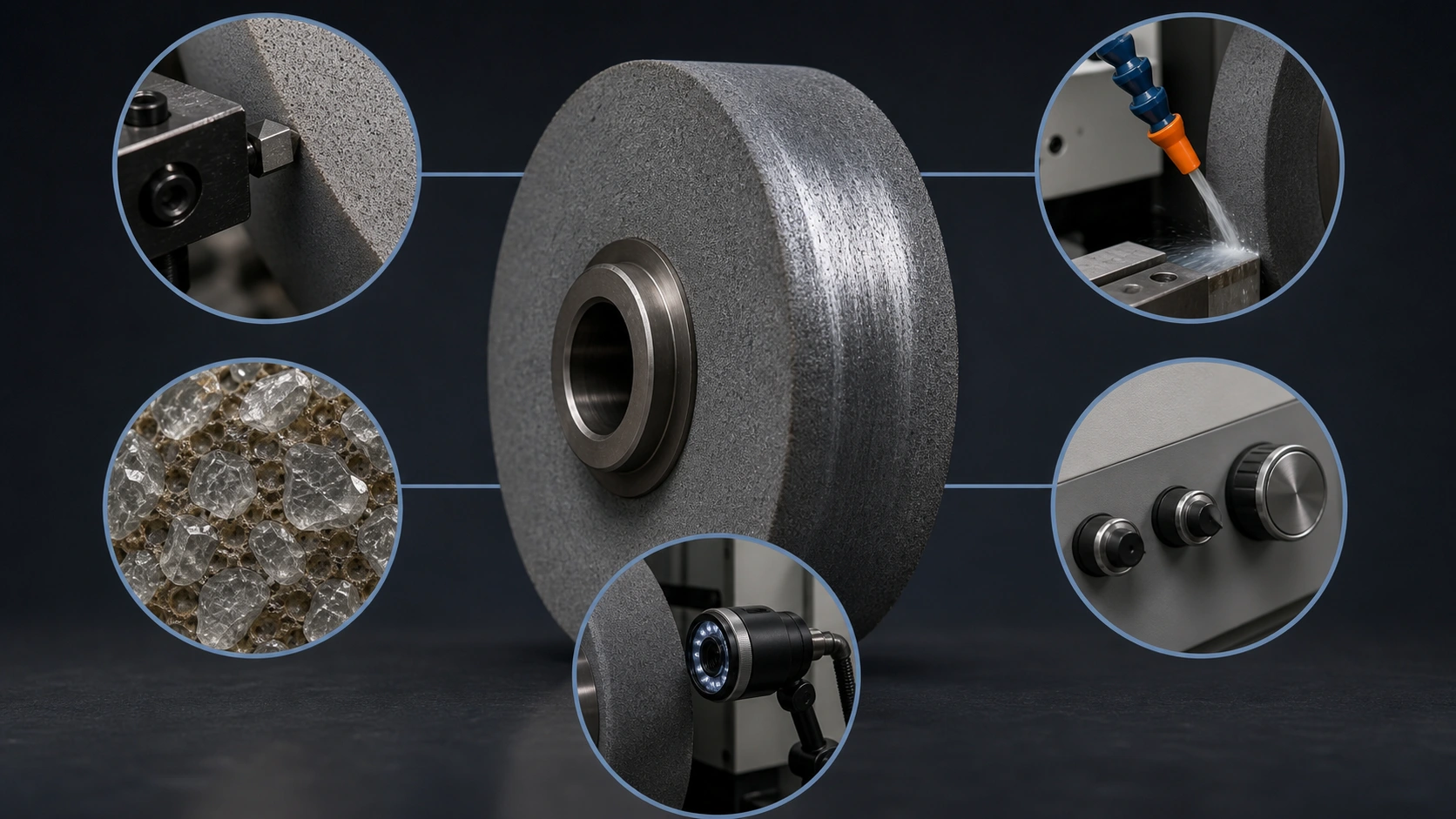
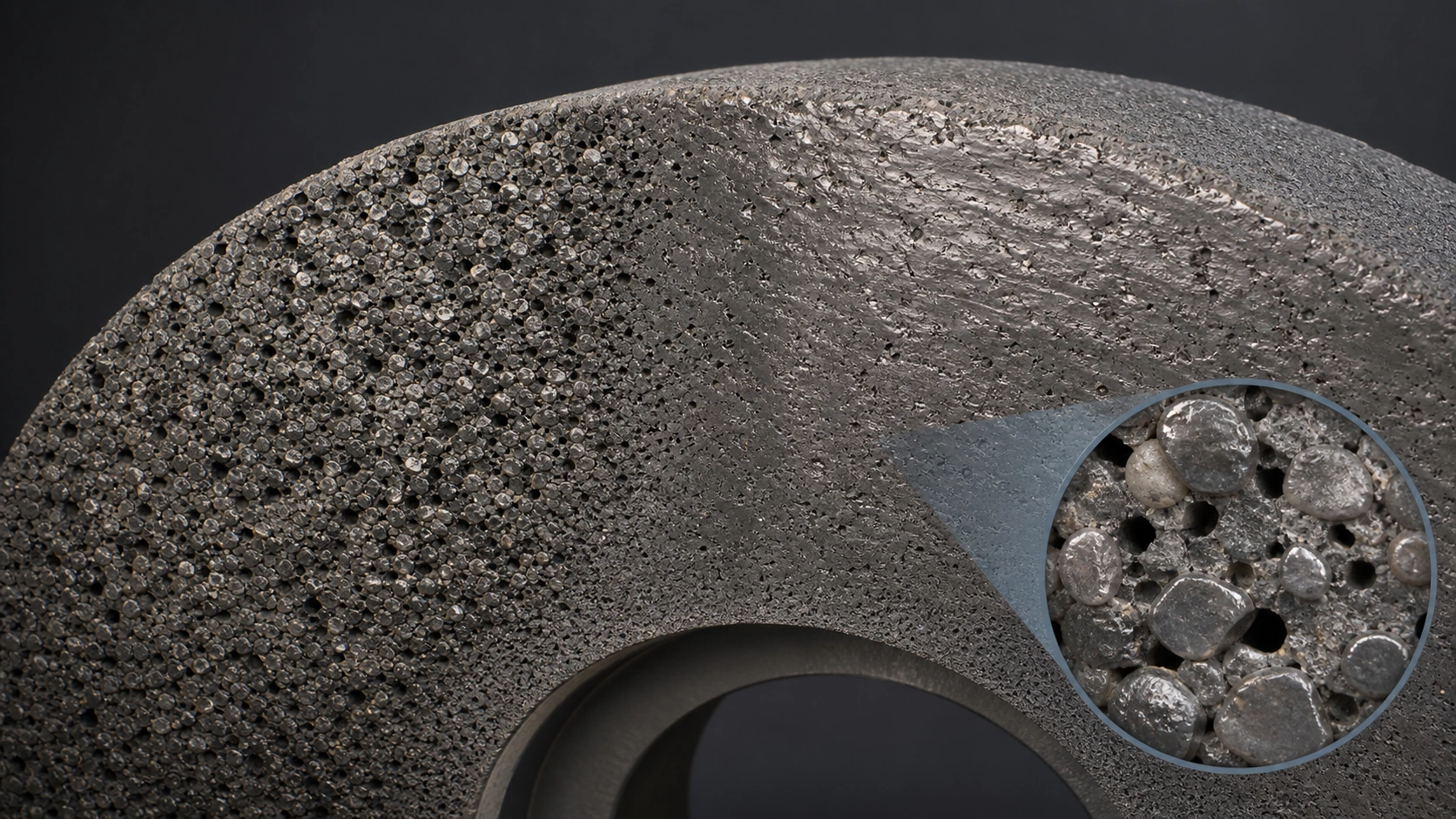
The visible surface is only one clue
A reflective or polished-looking wheel face supports a glazing diagnosis, but coolant residue or loaded workpiece material can look similar. Inspect the grain condition and pores before deciding which problem is present.