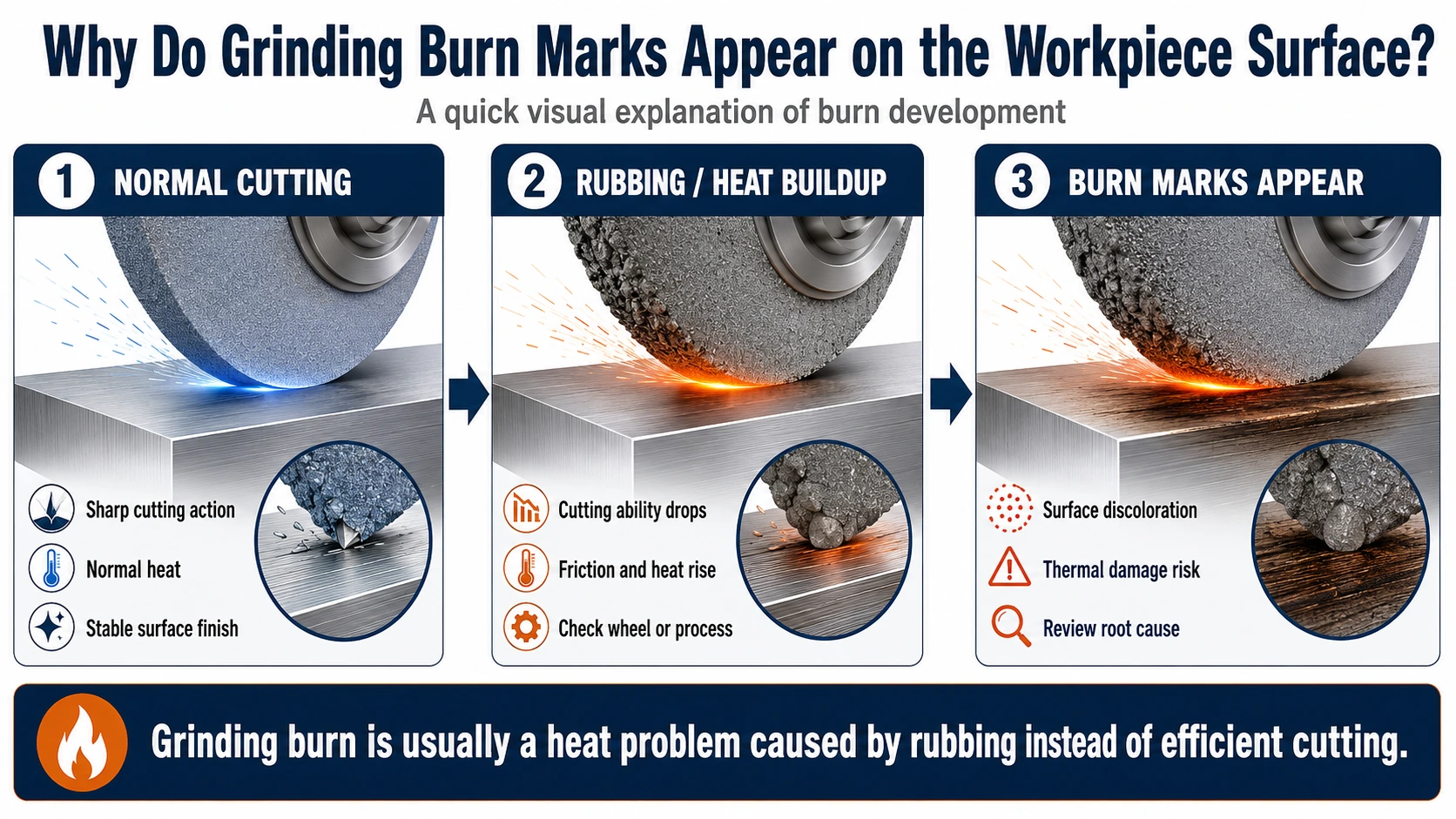
What causes grinding burn marks?
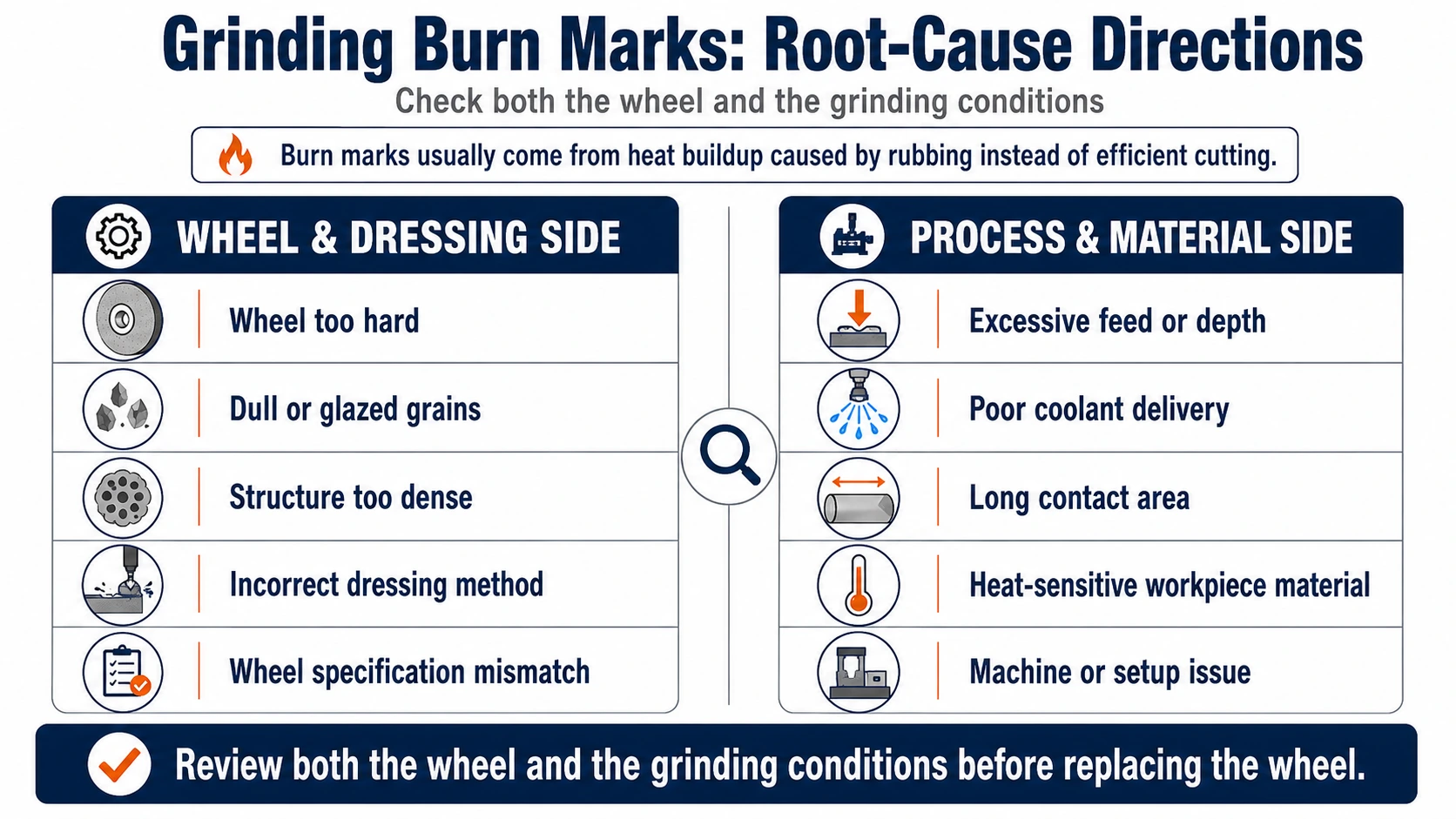
Grinding burn marks are caused by excessive heat generation at the grinding contact zone — more heat enters the workpiece surface than the cooling system can remove. The root cause may be wheel-related (hardness too high, structure too dense, glazing, or loading — all of which turn cutting into rubbing and generate more friction), process-related (coolant not reaching the grinding zone, dressing too light, grinding parameters too aggressive), or material-related (heat-sensitive workpiece material, inconsistent stock, or material batch variations). In most production situations, burn results from a combination of factors rather than a single cause. Observing when and where burn appears — and whether dressing temporarily eliminates it — provides the most useful diagnostic information.
Can grinding wheel loading cause burn marks?
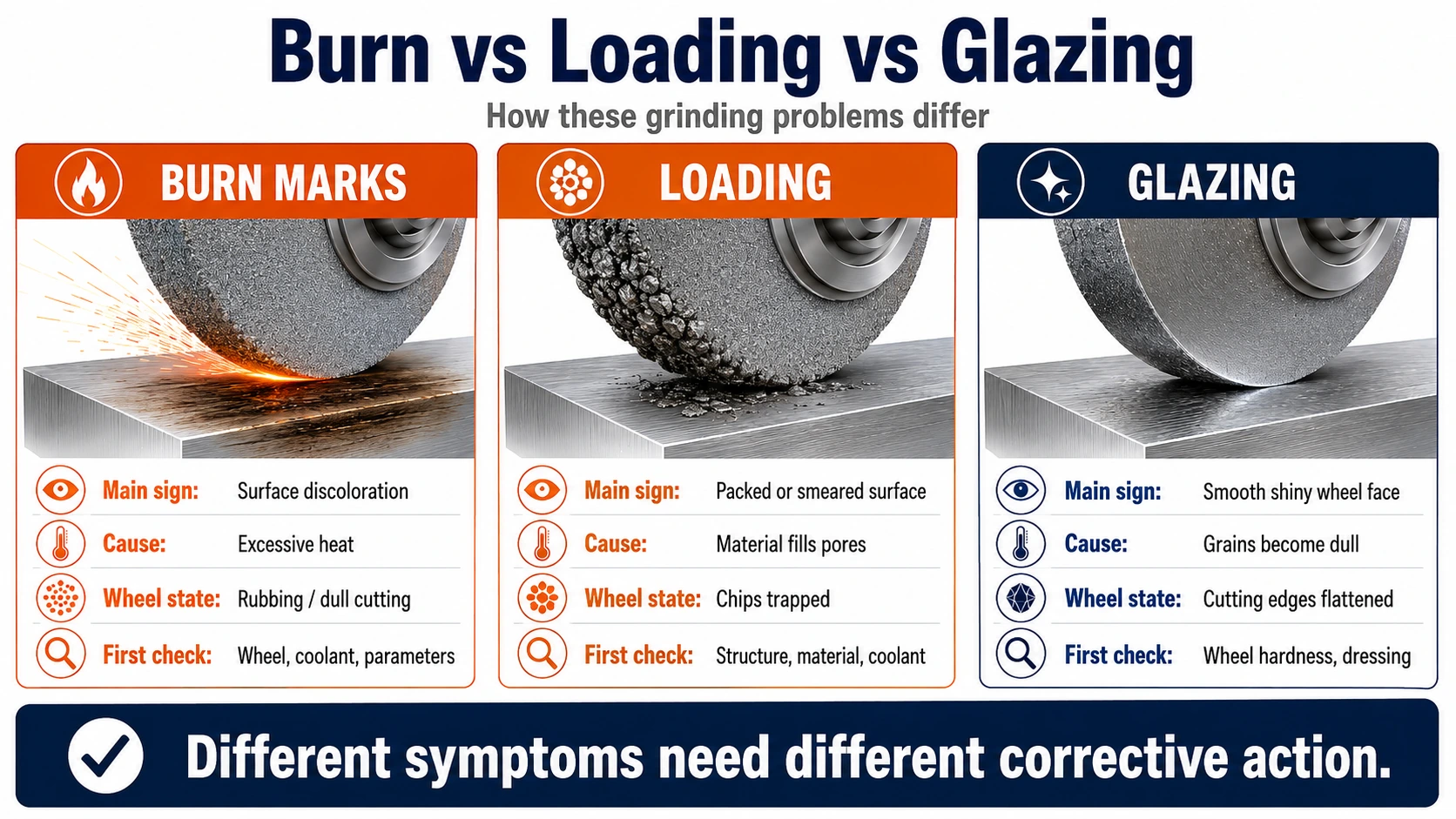
Yes — loading can contribute to grinding burn. When workpiece material fills the wheel pores, the wheel loses its ability to cut freely and begins rubbing the workpiece instead. Rubbing generates significantly more frictional heat than cutting. The loaded material in the pores also blocks coolant from reaching the grinding zone, further reducing heat removal. If burn appears together with a loaded wheel surface, addressing the loading tendency — through a more open wheel structure, different abrasive type, or improved coolant delivery — may reduce or eliminate the burn.
Is glazing related to grinding burn?
Yes — glazing is one of the most common wheel-related causes of grinding burn. When abrasive grains become dull and flattened instead of fracturing to expose fresh cutting edges, the wheel rubs the workpiece rather than cutting it. Rubbing generates far more frictional heat than cutting, which can quickly raise the workpiece surface temperature above the burn threshold. A glazed wheel surface typically looks shiny or polished. If burn appears alongside a glazed wheel, dressing may temporarily restore cutting ability and eliminate burn — but if glazing returns quickly, the wheel hardness grade or dressing parameters should be reviewed.
Why does burn appear after dressing?
Burn appearing after dressing can happen for two different reasons. If burn appears immediately after dressing, even with a sharp wheel surface, the heat generation is too high for the cooling system — check coolant delivery, grinding parameters, and contact area. If burn does not appear immediately after dressing but develops gradually after a number of parts, the wheel surface is degrading during the run (glazing or loading) and losing its cutting ability. In this case, the post-dressing improvement is temporary because the underlying wheel specification or process conditions cause rapid surface degradation. Tracking how many parts are produced before burn appears provides useful diagnostic information.
Can coolant cause grinding burn?
Yes — coolant delivery is one of the most common causes of grinding burn. If coolant does not reach the grinding contact zone — because of incorrect nozzle position, insufficient flow rate, blocked nozzles, or the wrong coolant type or concentration — heat cannot be removed where it is generated. The coolant stream must penetrate the air barrier created by the rotating wheel and reach the actual contact point. Coolant that wets the wheel or workpiece surface but does not enter the grinding zone is not doing its job. Before concluding that the wheel specification is the problem, verify coolant nozzle position, flow rate, pump pressure, concentration, and cleanliness.
Can a harder wheel cause burn marks?
A wheel that is too hard for the application is one of the most common wheel-related causes of grinding burn. A hard wheel holds abrasive grains too firmly — instead of fracturing to expose fresh sharp edges as they wear, the grains become dull and flattened. The dull grains rub the workpiece instead of cutting, generating excessive frictional heat. Additionally, a hard wheel combined with a dense structure provides less chip clearance and coolant access. If the wheel surface looks glazed (shiny, polished) and burn is present, reviewing the hardness grade is often the first specification adjustment to consider. However, simply switching to a softer wheel is not always the complete solution — dressing parameters, coolant delivery, and grinding parameters should also be checked.
How can I reduce grinding burn?
The most effective approach depends on identifying the root cause. Start with these checks: (1) Wheel surface — dress the wheel with adequate depth and lead rate and observe whether burn is eliminated. If yes, the wheel surface was a contributing factor. (2) Coolant delivery — verify nozzles are aimed at the grinding zone with sufficient flow and pressure. (3) Grinding parameters — reduce depth of cut or increase feed rate if possible; review whether the contact area is excessively large. (4) Wheel specification — if the wheel glazes quickly after dressing, consider a softer hardness grade, more open structure, or CBN for hardened ferrous materials. (5) Dressing — ensure the dressing tool is in good condition and parameters produce an open wheel surface. Often, a combination of two or three adjustments produces the best result.
When should I change the wheel specification?
Consider a specification change when: burn returns quickly and consistently after dressing despite verified coolant delivery, dressing parameters, and acceptable grinding conditions; the wheel consistently glazes or loads within a predictable short interval, and adjusting dressing does not extend the interval; the workpiece material has changed and the current specification no longer performs as expected; or the contact area or grinding parameters cannot be changed and the current specification cannot manage the heat. When requesting a new specification, provide: workpiece material and hardness, current wheel specification, grinding process, coolant details, dressing method, grinding parameters, and photos of burn marks and wheel surface. This helps the manufacturer recommend a specification matched to your specific thermal conditions.
What information should I provide for wheel selection?
To get a suitable wheel recommendation for a burn problem, provide: workpiece material and hardness; grinding process type; current wheel specification (abrasive, bond, grit, hardness, structure, dimensions); machine model and spindle speed; coolant type and delivery method; dressing method and tool condition; a description of the burn problem — when it appears, pattern/location, whether it responds to dressing; target surface finish (Ra); and photos of burn marks and wheel surface. The more complete the information, the more targeted the specification recommendation can be.
Is CBN suitable for reducing heat in some grinding applications?
CBN (Cubic Boron Nitride) grinding wheels can reduce heat generation in suitable applications — specifically hardened ferrous materials such as bearing steel, tool steel, and hardened alloy steel. CBN grains are harder and sharper than conventional aluminum oxide abrasives, maintaining cutting edges longer and generating less frictional heat. CBN also has higher thermal conductivity, which helps carry heat away from the grinding zone into the wheel body, reducing the heat entering the workpiece. However, CBN is not a universal solution: it is designed for ferrous materials (not carbide, ceramics, or non-ferrous metals), it requires appropriate machine conditions, and it represents a higher initial wheel cost that is typically justified by longer wheel life and reduced quality issues in high-volume production. For applications where burn is persistent despite optimized conventional wheel specifications and process conditions, CBN may be worth evaluating.