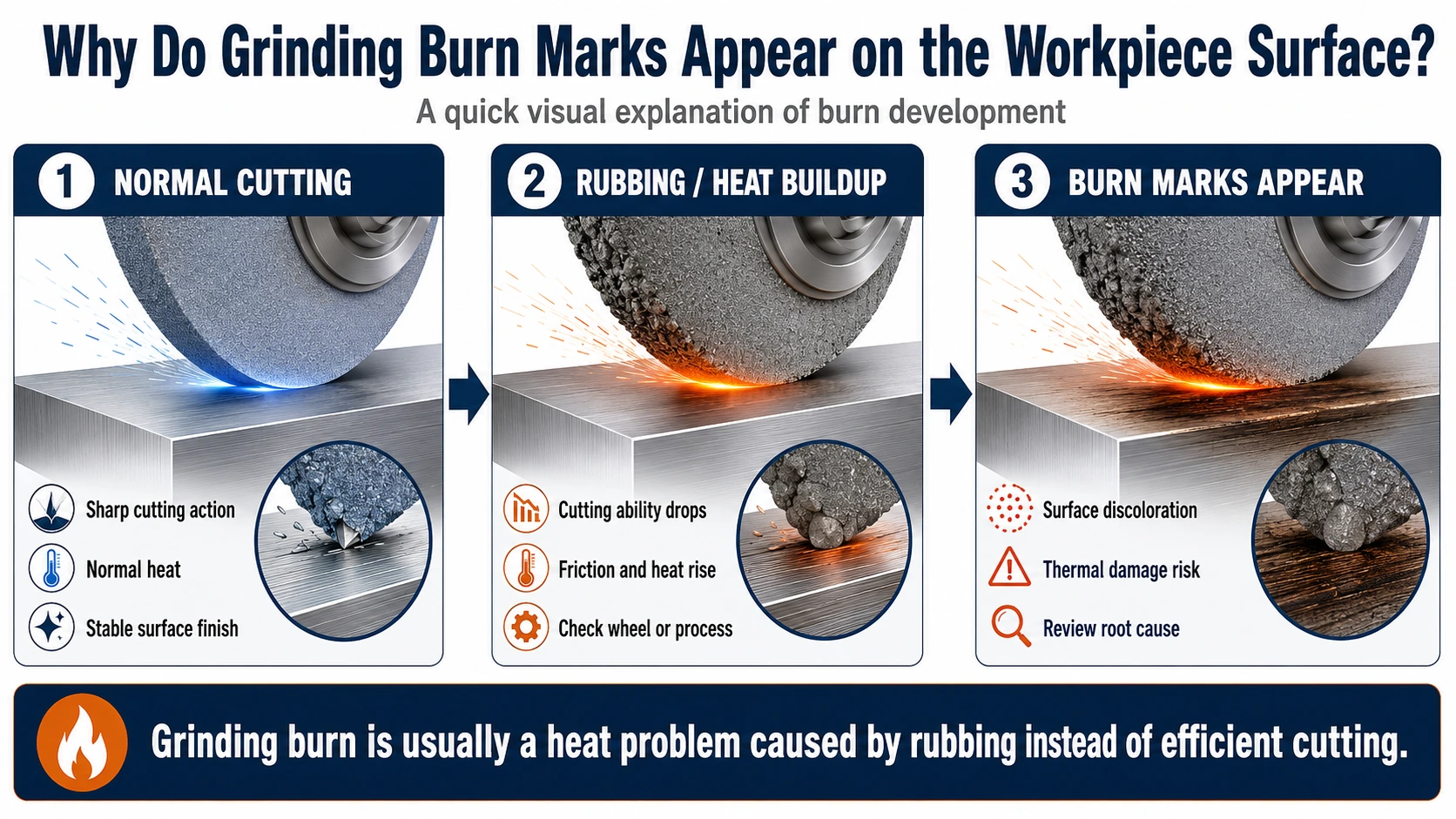
Nguyên nhân gây cháy bề mặt khi mài là gì?
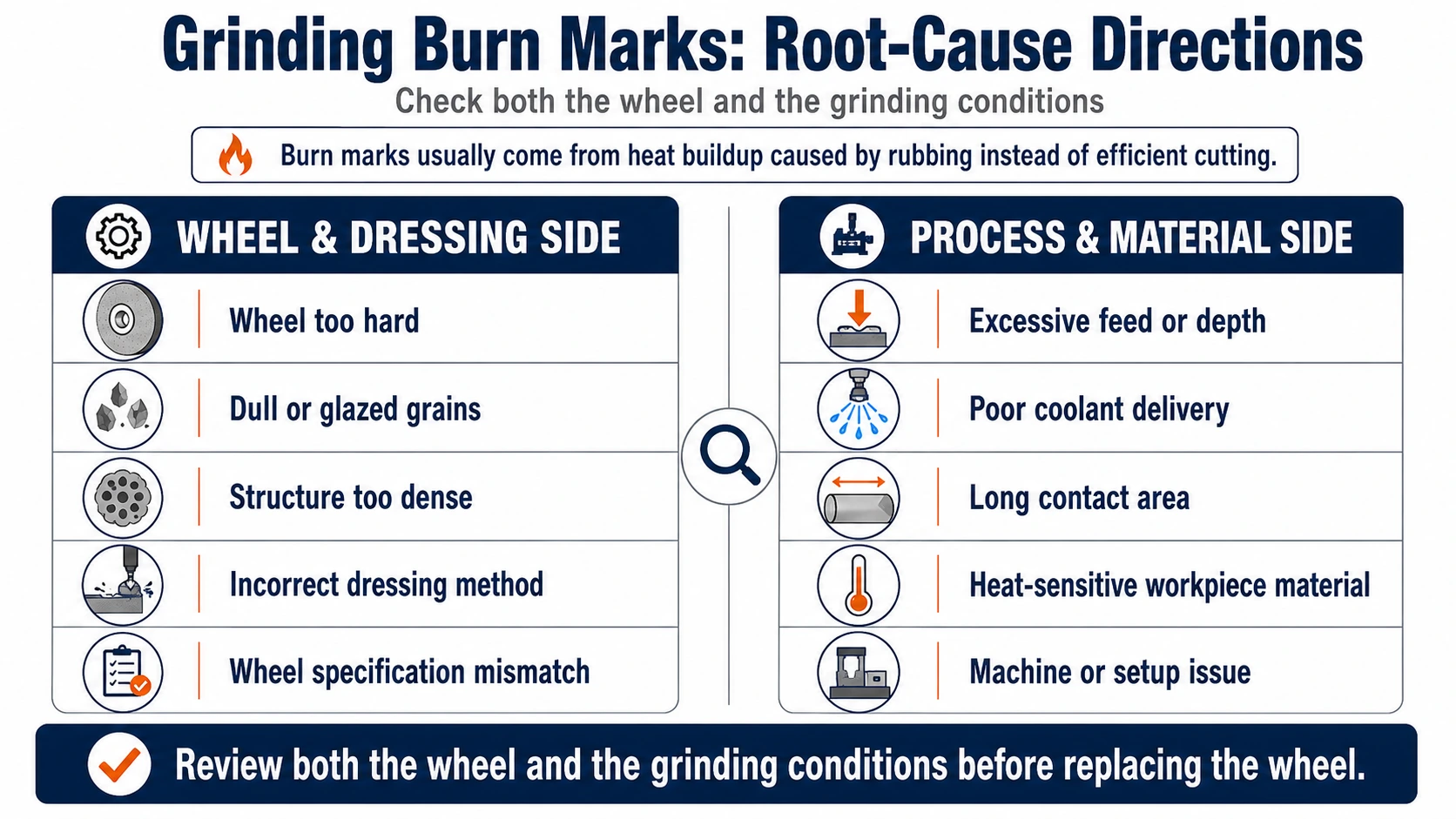
Vết cháy bề mặt khi mài là do sinh nhiệt quá mức tại vùng tiếp xúc mài — nhiều nhiệt đi vào bề mặt phôi hơn khả năng loại bỏ của hệ thống làm mát. Nguyên nhân gốc có thể liên quan đến đá mài (độ cứng quá cao, cấu trúc quá đặc, chai hoặc bám phoi — tất cả đều biến cắt thành cọ xát và sinh ra nhiều ma sát hơn), liên quan đến quy trình (dung dịch làm mát không đến được vùng mài, sửa đá quá nhẹ, thông số mài quá mạnh) hoặc liên quan đến vật liệu (vật liệu gia công nhạy cảm với nhiệt, lượng dư không đồng nhất hoặc biến động lô vật liệu). Trong hầu hết các tình huống sản xuất, cháy là kết quả của sự kết hợp các yếu tố hơn là một nguyên nhân duy nhất. Quan sát khi nào và ở đâu cháy xuất hiện — và liệu sửa đá có tạm thời loại bỏ nó không — cung cấp thông tin chẩn đoán hữu ích nhất.
Bám phoi trên đá mài có thể gây cháy bề mặt không?
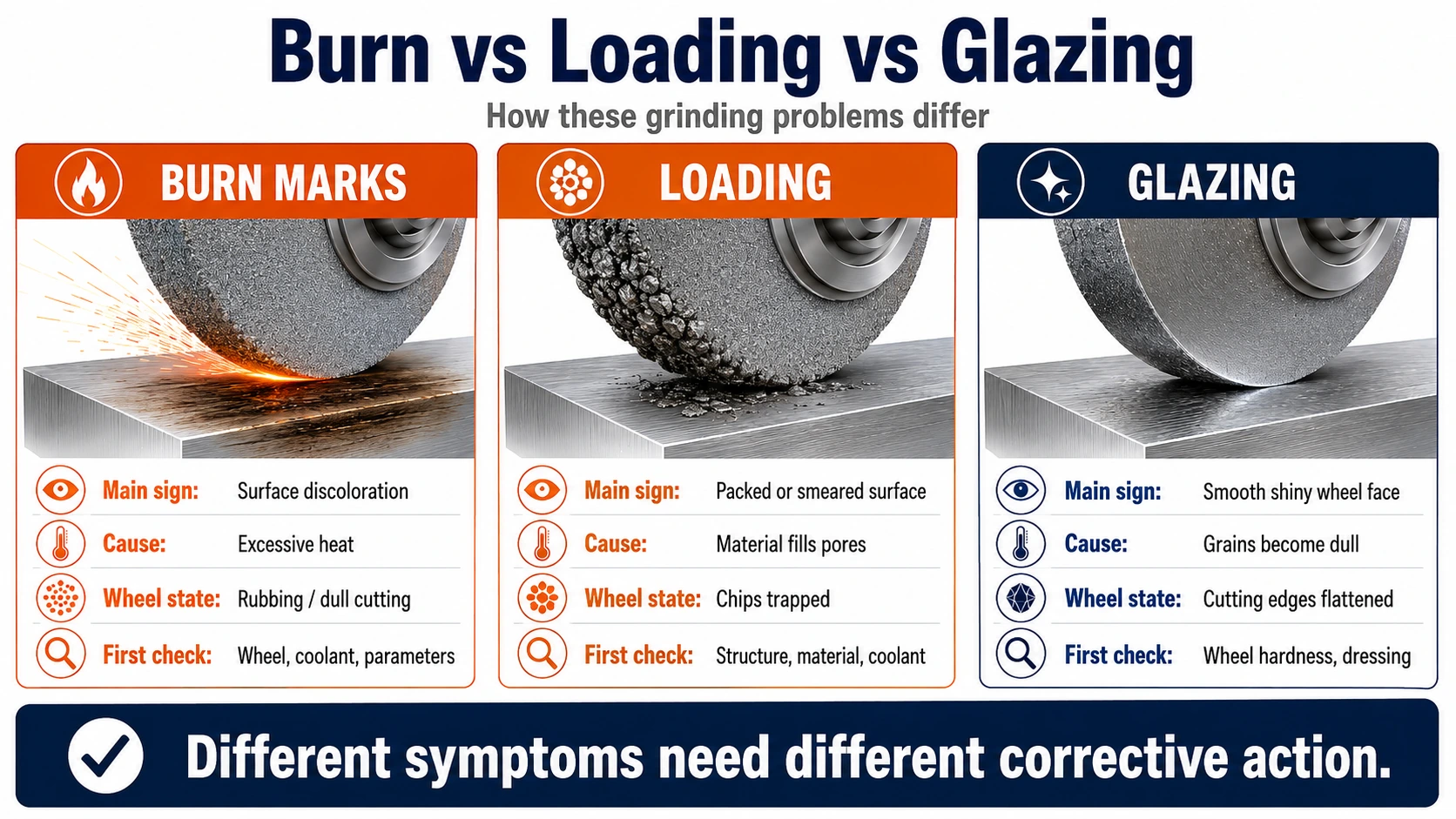
Có — bám phoi có thể góp phần vào cháy bề mặt khi mài. Khi vật liệu gia công lấp đầy lỗ xốp đá mài, đá mài mất khả năng cắt tự do và bắt đầu cọ xát phôi. Cọ xát sinh ra nhiều nhiệt ma sát hơn đáng kể so với cắt. Vật liệu bám trong lỗ xốp cũng chặn dung dịch làm mát đến vùng mài, tiếp tục giảm loại bỏ nhiệt. Nếu cháy xuất hiện cùng với bề mặt đá mài bị bám phoi, giải quyết xu hướng bám phoi — thông qua cấu trúc đá mài mở hơn, loại hạt mài khác hoặc cải thiện cấp dung dịch làm mát — có thể giảm hoặc loại bỏ cháy.
Chai đá mài có liên quan đến cháy bề mặt không?
Có — chai đá mài là một trong những nguyên nhân phổ biến nhất liên quan đến đá mài gây cháy bề mặt. Khi hạt mài trở nên cùn và dẹt thay vì vỡ để lộ cạnh cắt mới, đá mài cọ xát phôi thay vì cắt. Cọ xát sinh ra nhiều nhiệt ma sát hơn đáng kể so với cắt, có thể nhanh chóng nâng nhiệt độ bề mặt phôi vượt quá ngưỡng cháy. Bề mặt đá mài bị chai thường trông bóng hoặc được đánh bóng. Nếu cháy xuất hiện cùng với đá mài bị chai, sửa đá có thể tạm thời khôi phục khả năng cắt và loại bỏ cháy — nhưng nếu chai quay trở lại nhanh, cấp độ cứng đá mài hoặc thông số sửa đá nên được xem xét.
Vì sao cháy xuất hiện sau khi sửa đá?
Cháy xuất hiện sau khi sửa đá có thể xảy ra vì hai lý do khác nhau. Nếu cháy xuất hiện ngay sau khi sửa đá, ngay cả với bề mặt đá mài sắc, sinh nhiệt quá cao cho hệ thống làm mát — kiểm tra cấp dung dịch làm mát, thông số mài và diện tích tiếp xúc. Nếu cháy không xuất hiện ngay sau khi sửa đá nhưng phát triển dần sau một số chi tiết, bề mặt đá mài đang xuống cấp trong quá trình chạy (chai hoặc bám phoi) và mất khả năng cắt. Trong trường hợp này, cải thiện sau sửa đá là tạm thời vì thông số đá mài hoặc điều kiện quy trình cơ bản gây suy thoái bề mặt nhanh. Theo dõi bao nhiêu chi tiết được sản xuất trước khi cháy xuất hiện cung cấp thông tin chẩn đoán hữu ích.
Dung dịch làm mát có thể gây cháy bề mặt không?
Có — cấp dung dịch làm mát là một trong những nguyên nhân phổ biến nhất của cháy bề mặt khi mài. Nếu dung dịch làm mát không đến được vùng tiếp xúc mài — do vị trí vòi phun không chính xác, lưu lượng không đủ, vòi phun bị tắc hoặc loại hoặc nồng độ dung dịch sai — nhiệt không thể được loại bỏ nơi nó được sinh ra. Dòng dung dịch làm mát phải xuyên qua rào cản không khí tạo ra bởi đá mài quay và đến điểm tiếp xúc thực tế. Dung dịch làm mát làm ướt đá hoặc bề mặt phôi nhưng không đi vào vùng mài là không làm đúng chức năng. Trước khi kết luận thông số đá mài là vấn đề, xác minh vị trí vòi phun, lưu lượng, áp suất bơm, nồng độ và độ sạch của dung dịch làm mát.
Đá mài cứng hơn có thể gây cháy bề mặt không?
Đá mài quá cứng cho ứng dụng là một trong những nguyên nhân phổ biến nhất liên quan đến đá mài gây cháy bề mặt. Đá cứng giữ hạt mài quá chắc — thay vì vỡ để lộ cạnh sắc mới khi mòn, hạt trở nên cùn và dẹt. Hạt cùn cọ xát phôi thay vì cắt, sinh ra nhiều nhiệt ma sát hơn. Ngoài ra, đá cứng kết hợp với cấu trúc đặc cung cấp ít không gian thoát phoi và tiếp cận dung dịch làm mát hơn. Nếu bề mặt đá mài trông chai (bóng, được đánh bóng) và có cháy, xem xét cấp độ cứng thường là điều chỉnh thông số đầu tiên cần xem xét. Tuy nhiên, chỉ đơn giản chuyển sang đá mềm hơn không phải lúc nào cũng là giải pháp hoàn chỉnh — thông số sửa đá, cấp dung dịch làm mát và thông số mài cũng nên được kiểm tra.
Làm thế nào để giảm cháy bề mặt khi mài?
Cách tiếp cận hiệu quả nhất phụ thuộc vào việc xác định nguyên nhân gốc. Bắt đầu với các kiểm tra sau: (1) Bề mặt đá mài — sửa đá với chiều sâu và bước tiến đầy đủ và quan sát xem cháy có được loại bỏ không. Nếu có, bề mặt đá mài là yếu tố góp phần. (2) Cấp dung dịch làm mát — xác minh vòi phun hướng vào vùng mài với lưu lượng và áp suất đầy đủ. (3) Thông số mài — giảm chiều sâu cắt hoặc tăng tốc độ tiến dao nếu có thể; xem xét liệu diện tích tiếp xúc có quá lớn không. (4) Thông số đá mài — nếu đá mài chai nhanh sau sửa đá, xem xét cấp độ cứng mềm hơn, cấu trúc mở hơn hoặc CBN cho vật liệu sắt tôi. (5) Sửa đá — đảm bảo dụng cụ sửa đá ở tình trạng tốt và thông số tạo ra bề mặt đá mài mở. Thông thường, sự kết hợp của hai hoặc ba điều chỉnh cho kết quả tốt nhất.
Khi nào nên thay đổi thông số đá mài?
Xem xét thay đổi thông số khi: cháy quay trở lại nhanh và đồng nhất sau sửa đá mặc dù đã xác minh cấp dung dịch làm mát, thông số sửa đá và điều kiện mài chấp nhận được; đá mài đồng nhất chai hoặc bám phoi trong khoảng thời gian ngắn có thể dự đoán, và điều chỉnh sửa đá không kéo dài khoảng thời gian; vật liệu gia công đã thay đổi và thông số hiện tại không còn hoạt động như mong đợi; hoặc diện tích tiếp xúc hoặc thông số mài không thể thay đổi và thông số hiện tại không thể quản lý nhiệt. Khi yêu cầu thông số mới, cung cấp: vật liệu gia công và độ cứng, thông số đá mài hiện tại, quy trình mài, chi tiết dung dịch làm mát, phương pháp sửa đá, thông số mài và ảnh vết cháy và bề mặt đá mài. Điều này giúp nhà sản xuất đề xuất thông số phù hợp với điều kiện nhiệt cụ thể của bạn.
Cần cung cấp thông tin gì để lựa chọn đá mài?
Để nhận tư vấn đá mài phù hợp cho vấn đề cháy, cung cấp: vật liệu gia công và độ cứng; loại quy trình mài; thông số đá mài hiện tại (hạt mài, chất kết dính, độ hạt, độ cứng, cấu trúc, kích thước đá mài); model máy và tốc độ trục chính; loại và phương pháp cấp dung dịch làm mát; phương pháp và tình trạng dụng cụ sửa đá; mô tả vấn đề cháy — khi nào xuất hiện, mẫu hình/vị trí, có đáp ứng với sửa đá không; chất lượng bề mặt mục tiêu (Ra); và ảnh vết cháy và bề mặt đá mài. Thông tin càng đầy đủ, tư vấn thông số càng có mục tiêu.
Đá mài CBN có phù hợp để giảm nhiệt trong một số ứng dụng mài không?
Đá mài CBN (Cubic Boron Nitride) có thể giảm sinh nhiệt trong các ứng dụng phù hợp — cụ thể là vật liệu sắt tôi như thép vòng bi, thép dụng cụ và thép hợp kim tôi. Hạt CBN cứng hơn và sắc hơn hạt mài oxit nhôm thông thường, duy trì cạnh cắt lâu hơn và sinh ít nhiệt ma sát hơn. CBN cũng có độ dẫn nhiệt cao hơn, giúp mang nhiệt ra khỏi vùng mài vào thân đá mài, giảm nhiệt đi vào phôi. Tuy nhiên, CBN không phải là giải pháp phổ quát: nó được thiết kế cho vật liệu sắt (không phải carbide, gốm sứ hoặc kim loại màu), yêu cầu điều kiện máy phù hợp và có chi phí đá ban đầu cao hơn thường được biện minh bởi tuổi thọ đá dài hơn và giảm vấn đề chất lượng trong sản xuất khối lượng lớn. Đối với các ứng dụng mà cháy vẫn tiếp diễn mặc dù đã tối ưu hóa thông số đá mài thông thường và điều kiện quy trình, CBN có thể đáng để đánh giá.